
COUNTERFLOW ASPHALT DRUM MIX PLANT
Product Overview
For sale counterflow asphalt mixing plant from Indian manufacturer. Counter-flow asphalt mixer is preferred for low fuel consumption and better HMA. Also available CE marked, low maintenance and containerized design.
Capacities above 120 tph are tailor made.
We present you double drum asphalt plant only for those customers who are unhappy with the existing machine or desire more in terms of fuel consumption, hot mix asphalt quality, bad service or expensive spares. This plant is not for customers who are happy with the existing plant or who do not want fuel saving and a better mixing quality of hot mix asphalt.
SELECT YOUR PREFERRED CAPACITY
- 40 - 60 tph
- 60 - 90 tph
- 90 - 120 tph
STYLE
Stationary & semi mobile
POLLUTION CONTROL
Bag house or wet dust collector
BURNER
Multi fuel
SEPERATE MIXING UNIT
Drum Type
CONTROL SYSTEM

Microprocessor based / PLC type SCADA optional
We present you double drum asphalt plant only for those customers who are unhappy with the existing machine or desire more in terms of fuel consumption, hot mix asphalt quality, bad service or expensive spares. This plant is not for customers who are happy with the existing plant or who do not want fuel saving and a better mixing quality of hot mix asphalt.
{kind=link}
If you are NOT SATISFIED then read the advantages and details we present you below….
This plant is for customers looking for better fuel efficiency and mixing quality compared to the parallel flow Asphalt Drum Mix Plant. The counter flow design of drying drum differentiates itself from the parallel flow plant because the heating and mixing process is in separate drums. The first drum is for heating of aggregates and the second drum is for mixing of the dried aggregates with bitumen and minerals.
The flow of aggregates is towards the burner flame and hence counter flow type. This also ensures that the heating of aggregates is done with minimum fuel comparatively. The mixing drum is separate ensuring that bitumen is never exposed to extreme temperatures. The counter flow Drum Mix Asphalt Plant is available in production ranges from 40 tph to 120 tph. Capacities above 120 tph are tailor made.
| Sr. No. | Parallel Flow | Counter Flow |
|---|---|---|
| 1 | Direction of the flame & flow of aggregates is parallel; hence it is less effective and consumes more fuel. | Direction of burner flame and aggregates is opposite. This counter-flow type heating ensures better heating of aggregates at less fuel consumption. |
| 2 | Heating & mixing action takes place in a single drum & dust is exhausted after the mixing process; hence a good quality mix cannot be achieved. | Drying & mixing processes take place in a separate drum. Dust is absorbed at the inlet of the drying drum, allowing clean & dust-free aggregates to enter the mixing drum, ensuring better mix quality. |
| 3 | There is no provision to measure the temperature of hot aggregates as both drying & mixing processes take place in a single drum of the hot mix plant. | Since heating of aggregates takes place in a separate drum, measuring the temperature of hot aggregates is possible. Its temperature can also be controlled before it moves to the mixing zone. |
| 4 | Sometimes an increase in burner flame may cause burning of asphalt leading to fire & may spoil the mix quality. This burnt mix may cause burning of the conveyor belt at the discharge end of the drum. | Since heating & mixing processes take place in separate drums, the burner flame is nowhere in contact with asphalt, other valuable liquids, or additives. Asphalt is not exposed to extreme temperatures. |


Aggregate feeder
The plant comes equipped with cold feed bins fitted with suitable variable speed drive motors to control and regulate the flow of materials from individual bin.
The gathering conveyor comes below the auxiliary belts at the bottom end of the feeder. This conveyor transfers the aggregates to the vibrating screen.

Vibrating screen
A strong vibrating screen is placed near the end of the aggregate feeder for removal of oversized materials.
The oversized materials are removed before weighing of aggregates takes place

Charging conveyor
Charging conveyor starts below the vibrating screen and its task is to transfer the aggregates to the drying drum.
It is equipped with a load cell to weigh the aggregates before they enter the drying drum.

Burner for dryer
The burner is opposite to that of the aggregates flow. Thus the aggregates are moving towards the burner flame.
The low noise burner is capable of heating the aggregates to the specific temperature and allowing to reduce the aggregate moisture content to minimum.

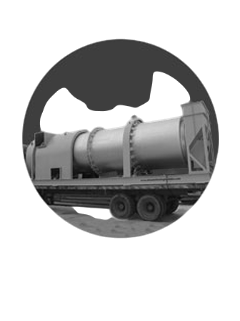
Drying drum
In counterflow asphalt plant, at first, the aggregates are treated to the drying drum. Dust is collected at the entry point of aggregates into the drying drum.
This arrangement of dust suction before the heating allows to minimize the effort required to heat the aggregates and allowing fuel costs.
The drying drum assures efficiency in drying and heating the aggregates to required temperature.
Pic. 1: Drying drum.
Pic. 2: Top view of the drying and mixing drum.

Mixing drum
Since the process of drying is done in a separate drum, the heated aggregates enter the mixing drum where they are coated with bitumen and other minerals.

Fuel tank for dryer burner
The fuel tank is placed near the burner and is the primary storage tank for the fuel used in the asphalt dryer drum burner. It is equipped with a pumping station.

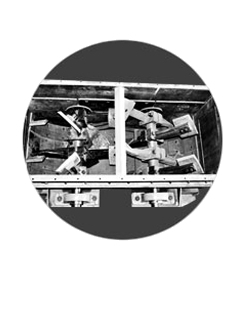
Mineral filler
Mineral filling unit comes as a standard unit with the drum mix plant. This twin lube air compressor is suitable to convey the mineral /dust to the mixing drum by the means of a pipe.
The inlet of mineral is adjacent to the bitumen line in the mixing drum.

Bitumen storage and transfer tanks
Bitumen tanks are mounted on a heavy chassis and are fully insulated on all the sides. These asphalt storage tanks are available in various capacities.
The asphalt storage tanks for counterflow asphalt mixer are equipped with a strong burner for quick heating of bitumen.

Load out conveyor
Hot mix material discharged from the mixing drum is transferred to the GOB hopper by the load out conveyor.
At the other end of the load out conveyor is the GOB hopper. It is equipped with hydraulically operated cam shell gates to hold the mixed material which changing trucks and also to control segregation.

Control panel
Microprocessor based control panel comes with user friendly software to allow ease of operation and ensuring trouble free performance. Panel allows display of the entire process and also allows provision to store, edit mix proportions, production details, etc.
An optional PLC based panel board is also available. PLC panel is compact compared to the microprocessor based panel. The PLC panel is also very low on maintenance. Programming can be customized which is not possible on Microprocessor based panel.Programming can be changed from the manufacturers end as per customers requirement and can be easily incorporated by the client at his site.
Panel can run in both auto and manual modes.
Pic. 1: Microprocessor panel
Pic. 2: PLC panel

Control cabin
Control cabin is MS structured and is insulated.
The strategic location of the cabin ensures clear and full view of the asphalt hot mix plant.

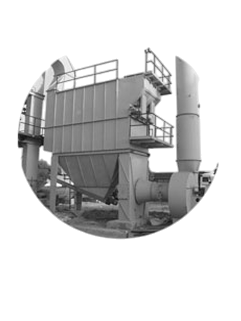
Pollution control units
Venturi type wet dust collector is very efficient for pollution control. It uses water in extremely turbulence leading to entrapment of dust and settle. Stainless steel nozzles provide clog free operation thus allowing optimum cleaning efficiency.
The water is reused from the sludge pond in the wet dust collector.

Hot mix storage silo
Storage solution is available in the form of hot mix storage silos.
These hot asphalt storage silos come with standard safety controls.
Storage silos are available in the capacities ranging from 5 T to 50 T
Pic. 1: 50 T silo with bucket elevator.
Pic. 2: 10 T storage silo with conveyor.
Counterflow asphalt mixing plant advantages
The counterflow asphalt mixing plant will have many advantages over the standard drum mix plant. The standard drum mixer is a paralleflow plant. One of the best advantage is that the quality of hot mix asphalt is much better and burner fuel consumption is less.

What is parallel-flow asphalt plant?
Any asphalt drum mix plant that will have the flow of aggregates and burner flame in one direction is considered to be parallel flow type. In this case usually the aggregates will enter the higher end of the drum. Location of the burner will be on top of the aggregate entry point. In the first half of the drum heating will take place and in the second part mixing will take place. Dust will be sucked from the second part of the drum unit.

What is counterflow asphalt plant?
Counterflow asphalt plant means the flow of aggregates and burner flame will be opposite. It is not like the traditional drum mix asphalt plant. In this machine the aggregates enter the higher point of the drum and flow towards the lower end of the drum. This is same like the normal drum mixer. The difference here is the presence of the burner unit. Burner unit is on the opposite end of the drum unit. This makes the flow of aggregates and direction of the burner flame opposite and hence the name counterflow asphalt mixer.
Types of counterflow asphalt plants by Atlas
Double drum
This includes two inline drums lined close to each other. The first drum is only for drying the aggregates. It is the bigger drum of the two and has burner places opposite to the aggregate entry point. Pollution control is done at the entry point of the aggregate. This means that dust is sucked out before the mixing takes place. As the aggregates move towards the other drum they get closer to the burner flame and hence efficient mixing takes place. As the aggregates are transferred to the other drum they will be mixer properly with bitumen and filler material.
Single drum
As the name suggests this is s single drum machine. The basic working concept is the same like double drum plant. The two drums are combined into one drum and burner is also into the opposite end like double drum design. The first half of the drum is heating zone and the second half of the drum is mixing zone. Burner equipped here is a long nose burner whose nozzles are long extended towards the center of the drum. This means that the flame starts from the center of the drum. Mixing of the material takes places behind the flame.
Drum and mixer
This design plant is the same like double drum design. Only difference is that mixing is done in the pug mill type mixer unit instead of a drum unit.
request free quote